![]() Preuzmite stranicu u obliku PDF dokumenta
Preuzmite stranicu u obliku PDF dokumenta
USB kontroleri kretanja i ETH-MCI kontroler kretanja
Kod većine Audioms Automatika doo kontrolera kretanja, kao što su:
- USB-MC kontroler kretanja,
- USB-MC-INT V.3 kontroler kretanja,
- ISO-USB-BOX kontroler kretanja i
- ETH-MCI kontroler kretanja
rezanje navoja radi gotovo identično kao sa LPT drajverom, odnosno kao kod kartica koje se povezuju na LPT port. Kod ovih kontrolera kao povratna sprega sa radnog vretena se koristi Index signal, a jedina razlika je to što je moguće imati više od jednog Index impulsa po obrtaju vretena.
Pošto primenjeni način rezanja navoja podrazumeva sinhronizaciju linearne ose u odnosu na radno vreteno (stezne glave) koje se samostalno slobodno obrće, kao i kod LPT drajvera, dobri rezultati se postižu ako brzina obrtanja vretena u toku rada ne varira previše. Feedrate (kojim se utiče na brzinu kretanja alata) će ostati u sinhronizaciji tj. pratiće broj obrtaja glavnog vretena čak i ako broj obrtaja padne na 25% od brzine na početku prolaza. Ipak, ako je promena brzine obrtanja stezne glave nagla, odziv brzine reakcije regulacije pomoćnog kretanja može biti nezadovoljavajuća, što u krajnjem ishodu može da dovede do lošeg kvaliteta narezanog navoja.
ETH-MC(BOX) kontroleri kretanja
Sa druge strane:
koriste napredniji sistem sprezanja baziran na electronic-gearing-u (spregnuto kretanje). Ovde se kao povratna sprega sa radnog vretena koristi enkoder tako da se dobija mnogo preciznija informacija o obrtanju vretena, a pre svega o mogućim varijacijama broja obrtaja tokom rezanja navoja. U ovom slučaju kretanje pomoćnih osa (X, Z) je tokom prolaza rezanja navoja direktno spregnuto sa obrtanjem radnog vretena. Zato su dozvoljene i veće varijacije brzine obrtanja kao i varijacije brzine unutar jednog punog obrta. Čak i potpuno zaustavljanje ili značajnije ubrzanje obrtanja radnog vretena tokom rada ne bi trebalo da značajnije utiče na kvalitet narezanog navoja (naravno ipak se velike varijacije brzine ne preporučuju).
Pošto ETH-MC(BOX) kontroleri kretanja na sebe preuzimaju veći udeo u realizaciji prolaza rezanja navoja, to omogućava i određena unapređenja. Ne postoji pauza u kretanju na kraju prolaza koja je poznata za Mach3, takođe je moguće rezati i nastavljati konične navoje.
1. Ciklus rezanja navoja
Rezanje navoja se vrši u više prolaza alata, korišćenjem komandi G32 ili G76.
USB kontroleri kretanja i ETH-MCI kontroler kretanja – Index impuls kao povratna sprega
Na početku svakog prolaza, Mach3 će preko učestanosti Index impulsa prepoznati trenutnu brzinu obrtanja glavnog vretena i planirati feedrate (koji se odnosi na pomoćna kretanja, tj. kretanja osa X, Z) tako da se obezbedi zadata brzina kretanja alata u units/rev (mernih jedinica po obrtaju) tokom narednog prolaza.
Kontroler kretanja zatim čeka Index impuls kao sinhronizacioni znak za start prolaza rezanja. Ako tokom rezanja navoja dođe do usporenja brzine obrtanja glavnog vretena, npr. zbog povećanog opterećenja, to će se kompenzovati smanjivanjem feedrate-a tako da alat ostane na ispravnoj helikoidnoj (zavojnoj) putanji.
Takođe, kada dođe do ubrzanja vretena, feedrate se povećava po istom principu. Ipak, kao i kod LPT drajvera, nije moguće povećati feedrate iznad one vrednosti koja je sračunata i primenjena na početku prolaza rezanja navoja.
Vrlo je bitno da se obezbedi ispravno čitanje Index signala. Ako postoji šum na ovoj liniji (digitalnom ulazu), ili ako se neki impuls izgubi, to može značajno da utiče na regulaciju pa i da dovede do potpunog uništenja navoja.
Ovo je naročito bitno ako postoji više Index impulsa po obrtaju vretena. Kontroler kretanja jedino brojanjem impulsa može da odredi koji je impuls sinhronizacioni.
ETH-MC(BOX) kontroleri kretanja
Pošto ETH-MC(BOX) kontroleri kretanja za povratnu spregu koriste inkrementalni enkoder, on ne zahteva obavezno korišćenje Index signala za sinhronizaciju. Ako je aktivna opcija PluginControl/ETH-MC config/Synced Modes/Synthetized Index pulse (Slika 5) kontroler koristi inkrementalni enkoder za sinhronizaciju umesto Index impulsa.
Na početku prolaza rezanja ETH-MC(BOX) kontroleri kretanja čekaju trenutak za početak rezanja navoja (preko Index impulsa ili stanja brojača enkodera). Zatim se kretanje pomoćnih osa (X, Z) povezuje (spreže) sa obrtanjem vretena i tako ostaje do kraja prolaza rezanja navoja. Na kraju prolaza sprega se raskida i ove ose (X, Z) se dalje slobodno kreću za povratak na početnu poziciju za početak novog prolaza rezanja navoja.
2. Bitna podešavanja
• Potrebna je full verzija softvera Mach3Turn.
• Rezanje navoja bi trebalo da se obavlja u G95 feedrate modu (units/rev, odn. mm/rev). Komanda G95 u G-kodu aktivira feed mod units/rev. G-kod bi trebao da sadrži komandu G95 u prvoj liniji programa. Mach3Turn interno automatski aktivira mod units/rev prilikom prolaza rezanja navoja, ali postoji greška (bug) da se nekada na kraju prolaza ne vrati originalni mod rada. Posledica je da se dalje nepravilno određuje feedrate i u praksi to najčešće izgleda kao da je kretanje alata zaustavljeno, a u stvari alat se kreće, ali vrlo, vrlo sporo. Zato je neophodno eksplicitno navesti komandu G95.
• Index ulaz treba biti konfigurisan, tj. navesti na se kom digitalnom ulazu dovodi Index (sinhronizacioni) signal (Slika 1). Pomenuto podešavanje je neophodno za USB-MC/ETH-MCI i slične kontrolere, a za ETH-MC(BOX) samo ako se koristi Index signal.
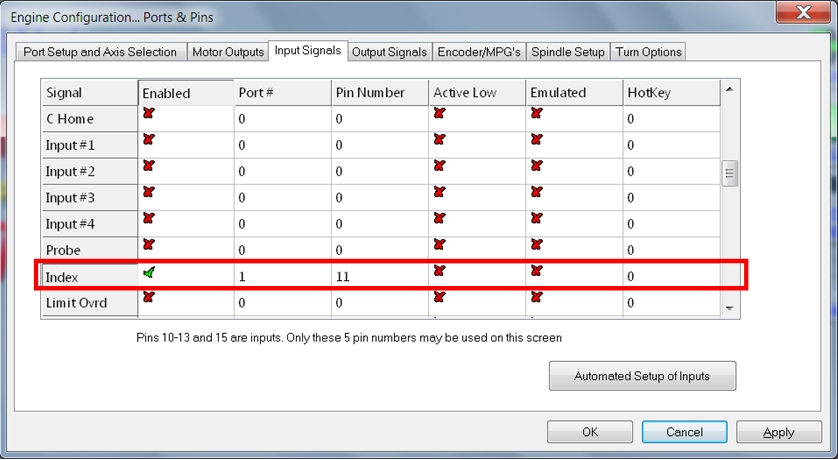
Slika 1
NAPOMENA: Ukoliko se na vretenu nalazi sistem za generisanje više od jednog impulsa po jednom obrtaju vretena, jako je važno da ugaono rastojanje između ovih impulsa bude jednako. Takođe, kao što je već navedeno, vrlo je bitno da čitanje Index signala radi besprekorno, bez ispuštenih impulsa ili šuma na ovoj liniji.
• Index prescaller (Index pulses per revolution) podesiti u USB-MC dijalogu za konfiguraciju do koga se dolazi izborom PluginControl/USB-MC config/General setup (Slika 2). U polje uneti broj impulsa po jednom obrtaju.
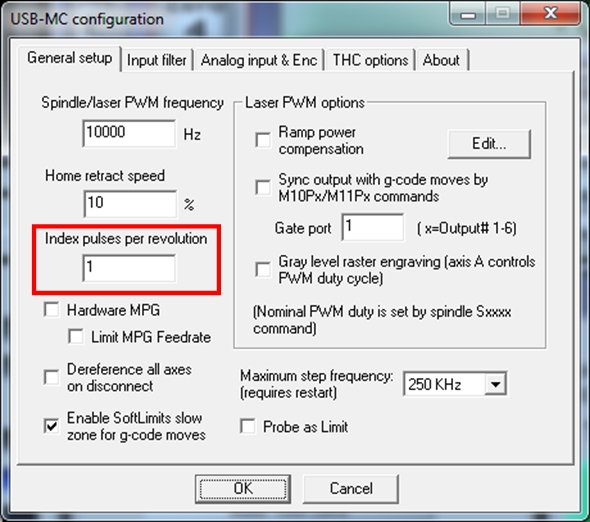
Slika 2
• U Spindle setup-u (Config/Ports and Pins/Spindle Setup) uključiti opcije (Slika 3):
- Use Spindle feedback in Sync Modes i
- Spindle speed averaging.
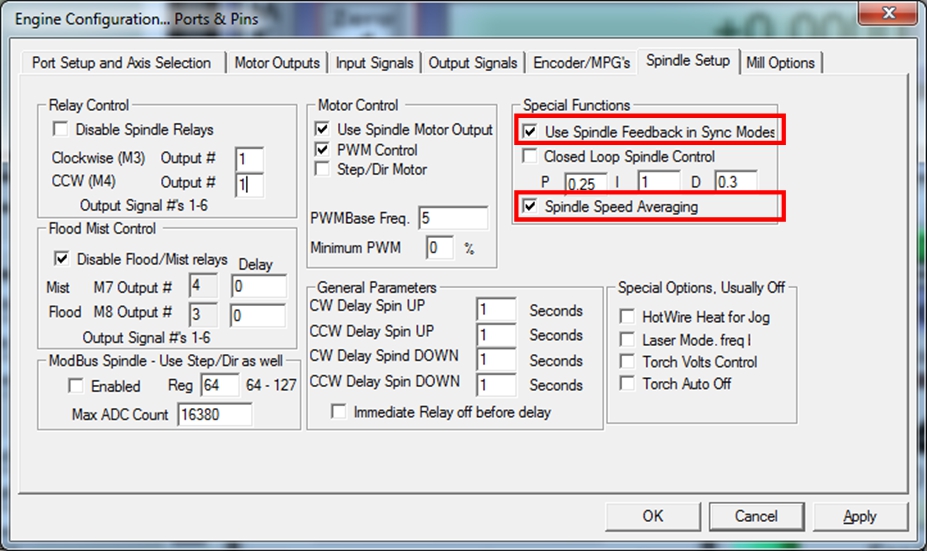
Slika 3
• U dijalogu General config (Config/General Config…), aktivirati opciju Exact stop Motion mode (Slika 4).
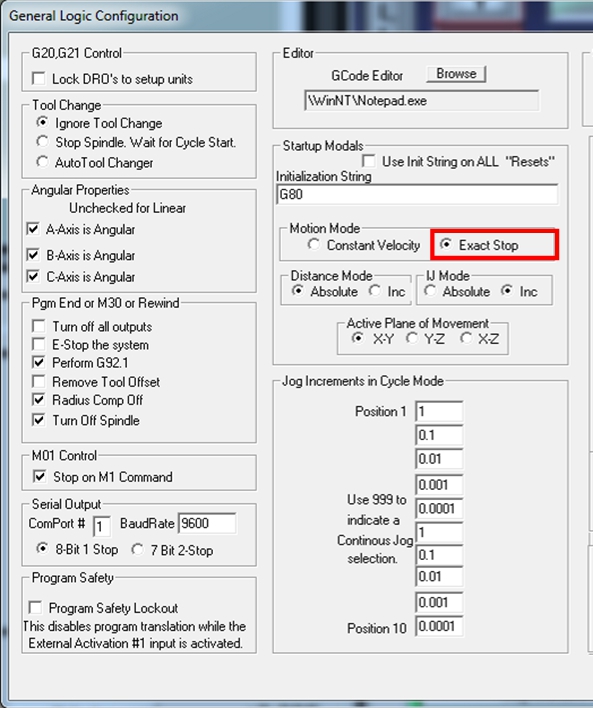
Slika 4
• U slučaju korišćenja ETH-MC(BOX) kontrolera kretanja neophodno je podesiti opcije u grupi PluginControl/ETH-MC config/Synced modes Rigid tapping & threading options (Slika 5). Neophodno je podesiti koji enkoder se koristi za feedback kao i CPR za enkoder. Ostale opcije podesiti po želji. Naravno i inkrementalni enkoder je potrebno konfigurisati (digitalni ulazi za A i B liniju) preko Mach3 Ports&Pins podešavanja.
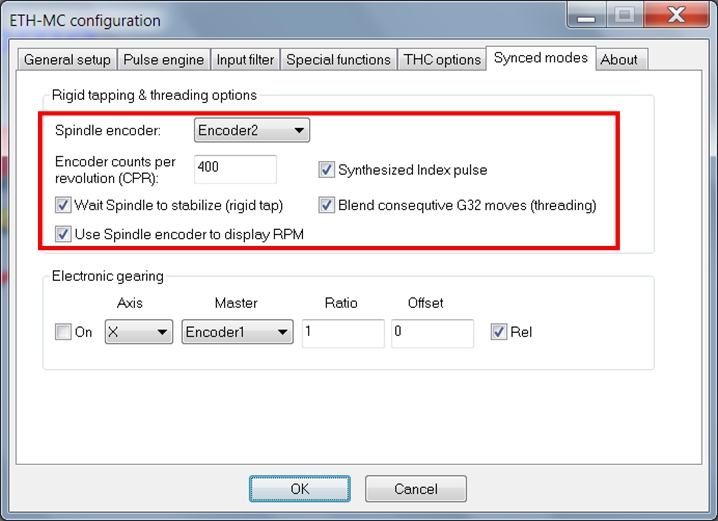
Slika 5
3. Primer G koda za rezanje navoja na strugu
N10 G92 G95 X30 Z5 F100
N20 M06 T03
N30 M03 S200
N40 G00 X20 Z1
N50 G76 X18.76 Z-20 Q1 P1 H0.4 I0 R20 K2 L45 C2 B0.1
N60 G00 X30 Z5
N70 M30
4. Literatura
Rezanje navoja je kompleksna operacija koja zahteva određeni nivo znanja i dosta iskustva. Kao pomoć može da se upotrebi priručnik:
THREADING ON THE LATHE-MACH3 TURN
http://www.machsupport.com/wp-content/uploads/2013/02/Mach3_Threading.pdf
Audioms Automatika doo